

“无废工厂”技术:无害化、资源化

“无废工厂”技术:无害化、资源化
随着我国经济及工业生产的快速发展,危险废物数量快速增多,数据显示,我国大中城市工业危险废危物产生量为5148.10万吨,废物处置量为2501.40万吨。
针对目前危废存在的问题现象,造成我国每年固危废物品的有增无减,也一定程度加剧了对空气、水、土壤等环境资源的污染危害程度,同时也严重威胁了人类的健康和生命质量。解决危固废的资源化及减量化,需要全社会成员的参与,协作和监督,改善我们的赖以生存的环境,具有十几重要的意义。
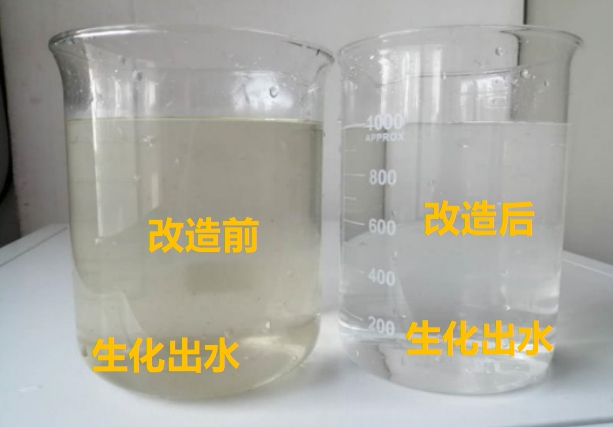
“无废工厂”技术平台建设,通过引进国内外先进技术,对工厂废液、固废、危废进行“资源化”“无害化”“低碳化”“减量化”,为企业“新四化”标准建设,以打造生态友好型企业典范。
针对目前危废存在的问题现象,造成我国每年固危废物品的有增无减,也一定程度加剧了对空气、水、土壤等环境资源的污染危害程度,同时也严重威胁了人类的健康和生命质量。解决危固废的资源化及减量化,需要全社会成员的参与,协作和监督,改善我们的赖以生存的环境,具有十几重要的意义。
“无废工厂”技术平台建设,通过引进国内外先进技术,对工厂废液、固废、危废进行“资源化”“无害化”“低碳化”“减量化”,为企业“新四化”标准建设,以打造生态友好型企业典范。
分享到:

工业三废变资源化核心技术之一:特制双极膜产酸碱
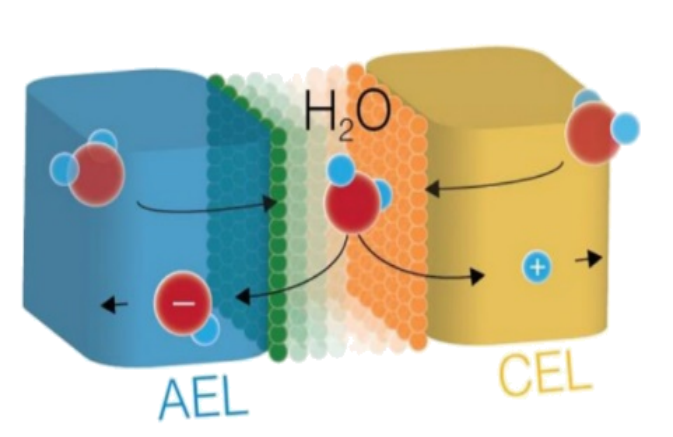
特制双极膜(电渗析)产酸碱原理:
双极膜是⼀种新型的离子交换复合膜,它通常由阳离子交换层(N 型膜)、中间界面亲水层(催化层) 和阴离子交换层(P 型膜) 复合而成,是真正意义上的反应膜。
双极膜中间界面层的厚度为纳米级(10-9m以内),在直流电场作用下,中间界面层的水发生解离,在膜两侧分别得到氢离子和氢氧根离子。
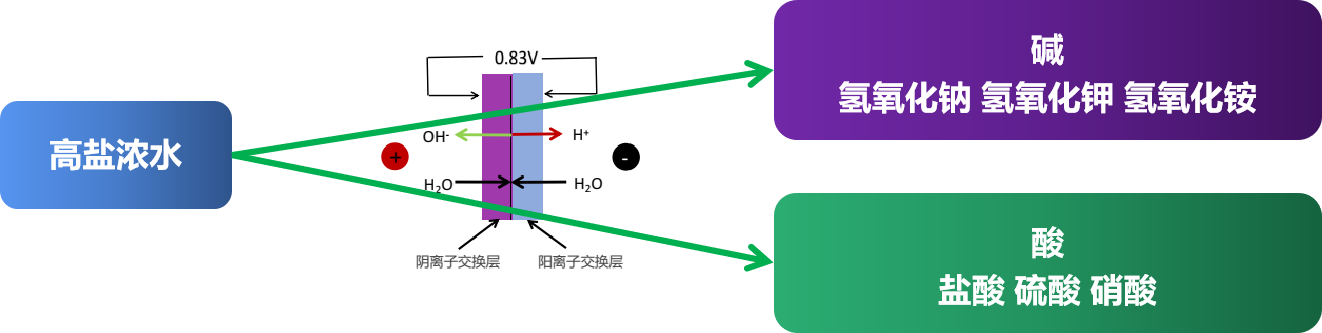
高盐水浓缩及资源化利用—特制电渗析技术
高浓无机盐水制备酸碱
案例一
新疆某公司1000T/d硫酸钠电渗析浓缩双极膜制酸碱

流程:1000T/d 3%→一级微滤处理→废水调节池→加酸泵→ED原水箱(ED浓水箱)→二级平板微孔过滤器过滤处理→ED脱盐装置→废水浓度为小于0.8%→收集淡水箱→废水浓度大于18%→收集浓水箱(双极膜原水箱)→双极膜制酸碱→酸、碱水箱→酸碱外排

案例二
双极膜电渗析部分案例
| 用户单位 | 项目名称 | 所属行业 | 处理量(m3/d) | 主要工艺 |
| 宁波爱美斯 | 硫酸钠双极膜系统 | 化纤 | 450 | 双极膜电渗析 |
| 浙江朗华制药 | 盐酸盐双极膜转化 | 医药 | 15 | 双极膜电渗析 |
| 成都开飞高能化学 | 氢氧化锂双极膜制备 | 新能源 | 80 | 双极膜电渗析 |
| 宁波和源 | 硫酸钠双极膜系统 | 化纤 | 150 | 双极膜电渗析 |
| 南通赛孚 | 氯化钠硝酸钠双极膜转化系统 | 市政 | 100 | 双极膜电渗析系统 |
| 光华科技 | 硫酸钠双极膜系统 | 新能源 | 5 | 双极膜 |
| 淄博三威化工 | 双极膜制备酸碱系统 | 化工 | 20 | 双极膜电渗析 |
| 安徽雪郎生物科技 | 双极膜制备苹果酸系统 | 生物医药 | 30 | 双极膜电渗析 |











上一个:
浓液浓缩减量:流程短、成本低
下一个:
没有了


